چگونه ایرادات پرینت سه بعدی خود را برطرف کنیم؟
در این مقاله می خواهیم تمام ایراداتی که ممکن است حین خدمات پرینت سه بعدی به وجود آید را ذکر و بررسی کنیم و نحوه راه حل آن را توضیح دهیم.
اکستروژن کم

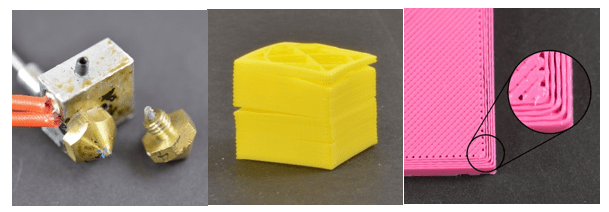
هر نمایه در Simplify3D شامل تنظیماتی است که برای تعیین مقدار پلاستیکی که پرینتر سه بعدی باید اکسترود کند استفاده می شود. با این حال، از آنجایی که پرینتر سه بعدی هیچ بازخوردی در مورد میزان خروج پلاستیک از نازل ارائه نمی دهد، ممکن است پلاستیک کمتری نسبت به آنچه نرم افزار انتظار دارد از نازل خارج شود (در غیر این صورت به عنوان زیر اکستروژن شناخته می شود). اگر این اتفاق بیفتد، ممکن است متوجه شکاف های بین اکستروژن های مجاور هر لایه شوید. مطمئن ترین راه برای آزمایش اینکه آیا پرینتر شما به اندازه کافی پلاستیک اکسترود می کند یا نه، پرینت سه بعدی یک مکعب ساده ۲۰ میلی متری با حداقل ۳ دیواره است. در بالای مکعب، بررسی کنید که آیا ۳ دیواره به هم چسبیده اند یا خیر. اگر بین ۳ دیواره شکاف وجود داشته باشد، در آن صورت اکسترود شما کم است. اگر ۳ محیط با هم تماس دارند اگر تشخیص دادید که اکسترود کم است، چندین دلیل ممکن برای این امر وجود دارد که در زیر به طور خلاصه آنها را بیان می کنیم.
راه حل های رایج
قطر فیلامنت نادرست
اولین چیزی که می خواهید بررسی کنید این است که نرم افزار قطر رشته ای را که استفاده می کنید می داند. میتوانید این تنظیمات را با کلیک کردن بر روی « Edit Process Settings » و رفتن به برگه دیگر پیدا کنید. بررسی کنید تا مطمئن شوید که این مقدار با فیلامنتی که خریداری کرده اید مطابقت دارد. حتی ممکن است بخواهید خودتان فیلامنت را با استفاده از یک جفت کولیس اندازه گیری کنید تا مطمئن شوید که واقعاً قطر صحیح مشخص شده در نرم افزار را دارید. رایج ترین مقادیر برای قطر فیلامنت ۱.۷۵ میلی متر و ۲.۸۵ میلی متر است. بسیاری از قرقره های پلاستیکی نیز دارای قطر صحیح روی بسته بندی هستند.
ضریب اکستروژن را افزایش دهید
اگر قطر فیلامنت شما درست است، اما همچنان مشکلات اکستروژن کم را مشاهده می کنید، باید ضریب اکستروژن خود را تنظیم کنید. این یک تنظیم بسیار مفید در Simplify3D است که به شما امکان می دهد به راحتی مقدار پلاستیک اکسترود شده را تغییر دهید (در غیر این صورت به عنوان نرخ جریان شناخته می شود). می توانید این تنظیم را با کلیک کردن بر روی ” Edit Process Settings ” و رفتن به تب Extruder پیدا کنید. هر اکسترودر در پرینتر شما می تواند یک ضریب اکستروژن منحصر به فرد داشته باشد، بنابراین اگر می خواهید نرخ جریان را برای یک اکسترودر خاص تغییر دهید، مطمئن شوید که آن را از لیست سمت چپ انتخاب کنید تا تنظیمات آن اکسترودر بارگذاری شود. به عنوان مثال، اگر ضریب اکستروژن شما قبلاً ۱.۰ بود و آن را به ۱.۰۵ تغییر دادید، به این معنی است که ۵% پلاستیک بیشتری نسبت به قبل اکسترود خواهید کرد. برای PLA معمول است که با ضریب اکستروژن نزدیک به ۰.۹ پرینت کند، در حالی که ABS تمایل دارد که ضریب اکستروژن نزدیکتر به ۱.۰ داشته باشد. سعی کنید ضریب اکستروژن خود را ۵٪ افزایش دهید و سپس مکعب آزمایش را مجدداً پرینت سه بعدی کنید تا ببینید آیا هنوز بین محیط های خود شکاف دارید یا خیر.
جدایی و تقسیم شدن لایه ها
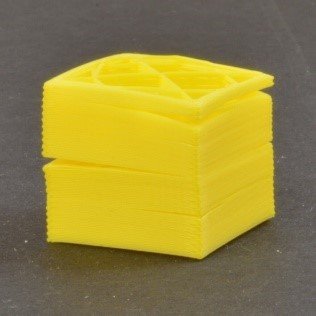
پرینت سه بعدی با ساختن یک لایه در یک زمان کار می کند. هر لایه متوالی در بالای لایه قبلی پرینت می شود و در نهایت شکل سه بعدی مورد نظر را ایجاد می کند. با این حال، برای اینکه قسمت نهایی قوی و قابل اعتماد باشد، باید مطمئن شوید که هر لایه به اندازه کافی به لایه زیر آن چسبیده است. اگر لایه ها به خوبی به هم نچسبند، ممکن است قسمت نهایی شکافته یا جدا شود. در زیر چندین علت معمولی برای این موضوع را بررسی خواهیم کرد و برای حل هر کدام پیشنهاداتی ارائه خواهیم کرد.
راه حل های رایج
ارتفاع لایه خیلی زیاد است
اکثر نازل های پرینتر سه بعدی قطری بین ۰.۳-۰.۵ میلی متر دارند. پلاستیک از طریق این دهانه کوچک فشرده می شود تا یک اکستروژن بسیار نازک ایجاد کند که می تواند قطعات بسیار دقیقی را تولید کند. با این حال، این نازلهای کوچک محدودیتهایی را نیز برای ارتفاع لایهها ایجاد میکنند. هنگامی که یک لایه پلاستیک را روی لایه دیگری پرینت می کنید، می خواهید مطمئن شوید که لایه جدید روی لایه زیر آن فشار داده شده است تا دو لایه به هم بچسبند. به عنوان یک قانون کلی، میخواهید مطمئن شوید که ارتفاع لایهای که انتخاب میکنید ۲۰ درصد کمتر از قطر نازل شما باشد. به عنوان مثال، اگر یک نازل ۰.۴ میلی متری دارید، نمی توانید از ارتفاع لایه ۰.۳۲ میلی متری عبور کنید، یا هر لایه پلاستیکی نمی تواند به درستی به لایه زیر آن بچسبد. بنابراین اگر متوجه شدید که پرینتهای شما از هم جدا میشوند و لایهها به هم نمیچسبند، اولین چیزی که باید بررسی کنید ارتفاع لایه نسبت به اندازه نازل است. سعی کنید ارتفاع لایه پرینت سه بعدی را کاهش دهید تا ببینید که آیا این به اتصال بهتر لایه ها به یکدیگر کمک می کند.
دمای پرینت سه بعدی خیلی پایین است
پلاستیک گرم همیشه بهتر از پلاستیک سرد به هم می چسبد. اگر متوجه شدید که لایه های شما به هم چسبیده نیستند و مطمئن هستید که ارتفاع لایه پرینت سه بعدی شما خیلی زیاد نیست، ممکن است فیلامنت شما در دمای بالاتری پرینت سه بعدی شود تا یک پیوند قوی ایجاد شود. به عنوان مثال، اگر سعی کنید پلاستیک ABS را در دمای ۱۹۰ درجه سانتیگراد چاپ کنید، احتمالاً متوجه خواهید شد که لایه های قطعه شما به راحتی از هم جدا می شوند. این به این دلیل است که ABS معمولاً باید در حدود ۲۲۰-۲۳۵ درجه سانتیگراد پرینت شود تا پیوند قوی بین لایه های پرینت شما ایجاد شود. بنابراین اگر احساس می کنید ممکن است مشکل این باشد، بررسی کنید که از دمای صحیح فیلامنتی که خریداری کرده اید استفاده می کنید. سعی کنید دما را ۱۰ درجه افزایش دهید تا ببینید آیا چسبندگی بهبود می یابد یا خیر.
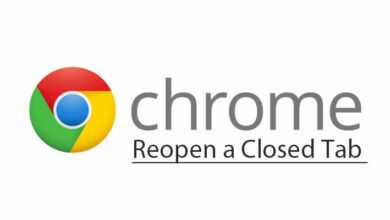
اکسترودر مسدود شده
پرینتر سه بعدی شما باید در طول عمر خود، بسیاری از مواد پلاستیک را ذوب کرده و اکسترود کند. و تمام این پلاستیک باید از طریق سوراخ کوچکی که تنها به اندازه یک دانه شن است از اکسترودر خارج شود. به ناچار ممکن است زمانی فرا برسد که در این فرآیند مشکلی پیش بیاید و اکسترودر دیگر قادر به فشار دادن پلاستیک از طریق نازل نباشد. این گرفتگی ها معمولاً به دلیل وجود چیزی در داخل نازل است که مانع بیرون آمدن آزادانه پلاستیک می شود. اگرچه ممکن است اولین باری که این اتفاق میافتد دلهرهآور باشد، اما ما چندین مرحله عیبیابی آسان را طی میکنیم که میتوان از آنها برای تعمیر نازل گیر کرده استفاده کرد.
راه حل های رایج
فیلامنت را به صورت دستی به داخل اکسترودر فشار دهید
یکی از اولین کارهایی که ممکن است بخواهید امتحان کنید، فشار دادن دستی فیلامنت به داخل اکسترودر است. پنل کنترل ماشین را باز کنید و اکسترودر خود را تا دمای مناسب برای پلاستیک خود گرم کنید. در مرحله بعد، از زبانه Jog Controls برای اکسترودر کردن مقدار کمی پلاستیک، به عنوان مثال، ۱۰ میلی متر استفاده کنید. همانطور که موتور اکسترودر در حال چرخش است، به آرامی از دستان خود برای فشار دادن فیلامنت به داخل اکسترودر استفاده کنید. در بسیاری از موارد، این نیروی اضافه برای پیشبرد رشته از ناحیه مشکل کافی است.
فیلامنت را دوباره بارگذاری کنید
اگر فیلامنت هنوز حرکت نمی کند، کاری که باید انجام دهید این است که رشته را تخلیه کنید. بررسی کنید که اکسترودر تا دمای مناسب گرم شده باشد، و سپس از صفحه کنترل دستگاه پرینت سه بعدی برای بیرون کشیدن رشته از اکسترودر استفاده کنید. مانند قبل، اگر رشته در حال حرکت نیست، ممکن است نیاز به اعمال نیروی اضافی داشته باشید. پس از جدا شدن رشته، از یک قیچی برای جدا کردن قسمت ذوب شده یا آسیب دیده فیلامنت استفاده کنید. سپس فیلامنت را دوباره بارگذاری کنید و ببینید آیا میتوانید با بخش جدید و سالم فیلامنت اکسترود کنید یا خیر.
نازل را تمیز کنید
اگر نتوانستید بخش جدید پلاستیک را از طریق نازل اکسترود کنید، احتمالاً قبل از ادامه باید نازل را تمیز کنید. بسیاری از کاربران اکسترودر خود را تا ۱۰۰ درجه سانتیگراد گرم می کنند و سپس فیلامنت را به صورت دستی بیرون می کشند (امیدواریم همراه با هر زباله ای که داخل آن بود!). برخی دیگر ترجیح می دهند از سیم گیتار برای فشار دادن مواد از طریق نوک نازل به سمت عقب استفاده کنند. روشهای زیادی وجود دارد و هر اکسترودر متفاوت است، بنابراین لطفاً برای دستورالعملهای دقیق با سازنده پرینتر سه بعدی خود مشورت کنید.
برای دسترسی به قسمت های دیگر مقاله لینک زیر را کلیک کنید.